To select the platform that is best adapted to both current and future needs, we suggest considering these five crucial criteria:
- Speed
- Maintenance
- Versatility
- Footprint
- Price
Now let’s look at how the two main types of palletizers differ with respect to these criteria.

Conventional Palletizers
First, let’s look at conventional palletizers, which can be divided into two sub-categories: low-level and high-level palletizers.
Low-Level Palletizers
A low-level palletizer handles products carried by floor-level conveyors. The palletizer aligns and rotates each product to create a cohesive row according to the desired pallet configuration. Complete rows are then pushed against one another using specialized tools until a full layer is formed on the formation table.
The formation table, containing a complete layer, is adjusted to precisely align with the stripper plate for a smooth and gentle transfer of the products onto the pallet. Once the pallet is full, it is replaced with a new one and the process starts over.
High-Level Palletizers

High-level palletizers also operate with products carried by a conveyor. Unlike low-level palletizers, it is the pallet that is raised or lowered to meet the stationary product layers, allowing for increased palletizing speeds.
Another big difference is that the infeed conveyor generally has an elevation of 84” or higher. This type of palletizer achieves higher throughput and is particularly adept at handling compressible products, as the layers are compressed on all sides, including the top, resulting in a tight and stable pallet.
The Advantages of Choosing a Conventional Palletizer
Those differences aside, here are the main features and benefits of conventional palletizers:
Speed
Conventional palletizers have been developed to adapt to various production speeds. The speed capability of these machines varies depending on the model, ranging from 10 to 40 bags per minute.
In certain situations, such as when palletizing smaller units, these machines have the potential to reach even higher speeds, as many as 200 units per minute.
Maintenance
Conventional palletizers, though they require more attention than their robotic counterparts, are designed to be user-friendly and easy to maintain.
These machines are made up of traditional mechanical and pneumatic components, making maintenance simple for those with basic mechanical knowledge.
When purchased from a high-quality provider, these machines can achieve an impressive uptime of 99% and remain in service for several decades with proper upkeep.
Versatility
Conventional palletizers have been developed to palletize one product type at a time (bags, bales, cases, or other rigid containers for instance). However, the pallets produced are typically precisely aligned and extremely compact, since each layer can be compressed or squared. These features make conventional palletizers capable of producing very stable ang high-quality pallets.
Footprint
Generally, a conventional palletizer is a rather imposing piece of equipment that requires considerable space, both on the floor and with regards to height. However, there are also compact options available, as well as systems that can be configured to suit a plant’s current layout.
Price
Overall, the cost of a conventional palletizer is comparable to one that is robotic. It depends mostly on the required throughput speed but also on other features such as pallet magazines, sheet dispensers, conveyors, bag preparation systems, and more.

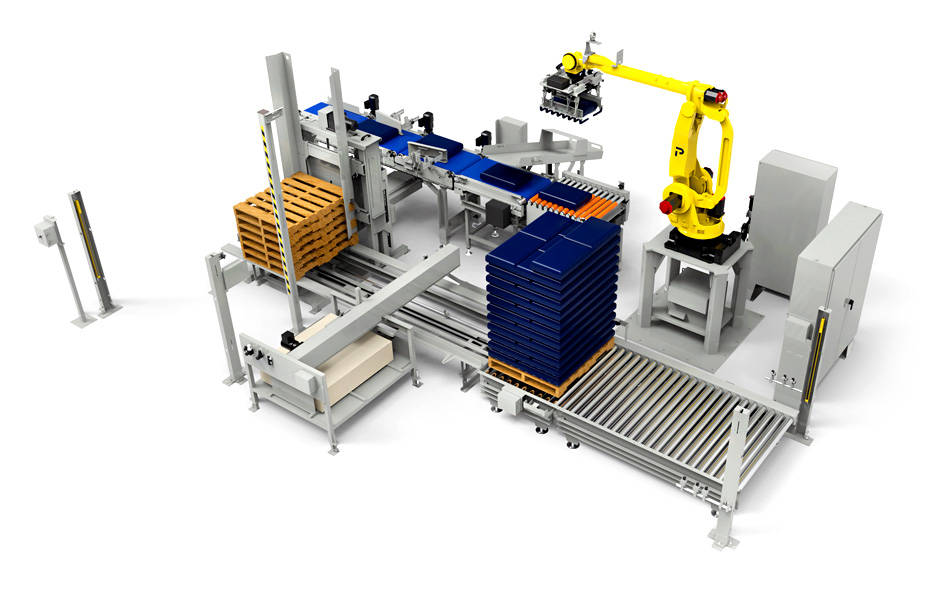
Robotic Palletizers

Now, let’s talk about robotic palletizers. Obviously, their key feature is a robot capable of autonomously performing tasks assigned by a programmable logic controller. Another noteworthy component is the gripper (end-of-arm-tool), which is usually customized to handle specific products.
According to the palletizing pattern, the robot can pick one or multiple units at once off a conveyor to seamlessly form layers on a pallet.
Fully automatic models can also be equipped with a slip sheet dispenser, a pallet dispenser, and an exit pallet conveyor to further improve speed and usability.
Let’s take a deeper dive into the main features and benefits of robotic palletizers.
The Advantages of Choosing a Robotic Palletizer
Speed
A robotic palletizer can handle up to 40 bags a minute, but once again, its speed will vary greatly depending on the products being handled. For instance, it can be optimized to handle a variety of products like cases, drums, and pails, and efficiently palletize up to 1,200 cans per minute.
Maintenance
With fewer moving parts, robotic palletizers experience much less frequent downtime and are known for their superior reliability. Typically, MTBF (Mean Time Between Failure) rates can reach up to 80,000 hours while MTTR (Mean Time To Repair) rates are extremely short.
A reliable palletizer supplier and having the appropriate spare parts in inventory also significantly increases uptime.
Versatility
Various grippers give robotic palletizers great versatility and are one of its most important elements. Specialized end-of-arm tooling can be adapted to almost every need. Vacuum, lateral, finger and magnetic options (and more) are available to handle multiple types of containers of different shapes.
If you are handling multiple infeeds of different SKUs, vision systems can be used to send information to the robot so it can pick and place SKUs on different pallets.
If your bags need to overlap on a pallet, the robotic palletizer is a perfect solution. The robotic palletizer is also capable of depalletizing many different kinds of containers.
Footprint
The footprint of a robotic palletizer is comparable to its conventional equivalent. However, the main advantage is its modularity and flexibility, which allow for installation in tight spaces while still complying with the most up-to-date safety standards.
Price
The price of a robotic palletizer is comparable to a conventional palletizer. It depends largely on the desired level of automation, the type of product it handles and the speed. For example, does the robot need to handle the empty pallets and slip sheets? Does it stack units on the floor or on a motorized conveyor? All of these elements will impact cost.