The right palletizing system is not simply the most advanced one. It is the one that best aligns with your production requirements, plant layout, labor realities, and long-term business goals.
To compare conventional and robotic palletizing effectively, it helps to evaluate them through six key criteria:
- Speed
- Maintenance
- Versatility
- Safety
- Footprint
- Price
Before looking at these points, it is worth understanding how each technology came to play its role in today’s factories.
Watch our experts explain the key differences between conventional and robotic palletizing.

Conventional palletizers
Conventional palletizers are among the most established forms of palletizing automation and remain a preferred choice in many high-volume manufacturing environments. Designed to build pallet loads through organized row and layer formation, they are especially well suited to applications where speed, repeatability, and load stability are critical.
Over the years, conventional palletizers have evolved into highly dependable systems capable of handling a wide range of products such as bags, bales, cases, and other rigid containers. They can generally be divided into two main sub-categories: low-level palletizers and high-level palletizers.
The history behind conventional palletizers
Conventional palletizers came first and grew out of broader advances in material handling. As forklifts continued to develop through the 1920s and 1930s — supported by hydraulic lifting systems, electric power, and the growing use of standardized pallets — manufacturers gained a more efficient way to move and store goods.
After World War II, production volumes and warehousing needs continued to expand, creating demand for faster and more consistent ways to stack products for shipping. Conventional palletizing technology began to emerge in the 1950s with the introduction of row-forming systems, which helped automate the organization of products into layers.
One notable example from this early period is George vonGal, who helped pioneer palletizing technology in the food and beverage industry. Drawing inspiration from handling systems developed during World War II, he adapted the concept for glass bottles in wooden crates while working as a plant engineer at a Coca-Cola facility.
In 1957, vonGAL became one of the first companies to bring palletizers to market. Early adoption by Coca-Cola and other soft drink producers helped boost production significantly, and the company’s palletizer design was later patented. Today, that legacy remains part of Premier Tech’s broader palletizing heritage.
Later, in the 1970s, the in-line palletizer was developed to support higher-speed palletizing. This type of machine uses a continuous-motion flow divider to guide products into position on the layer-forming platform, making it especially effective for high-volume production environments.
Over time, conventional palletizers became the standard for operations where throughput, repeatability, and load quality were critical.
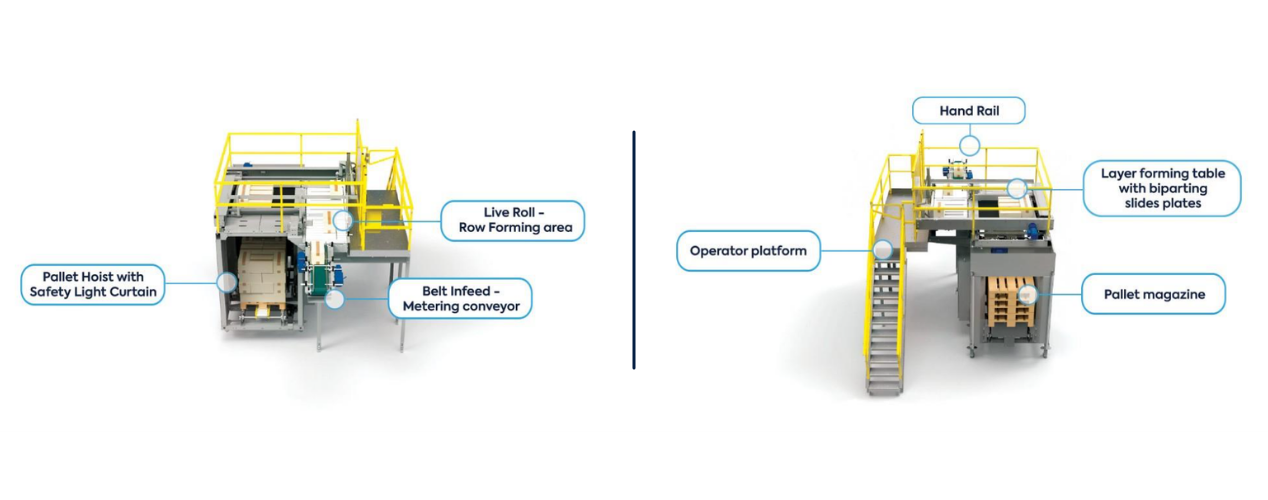
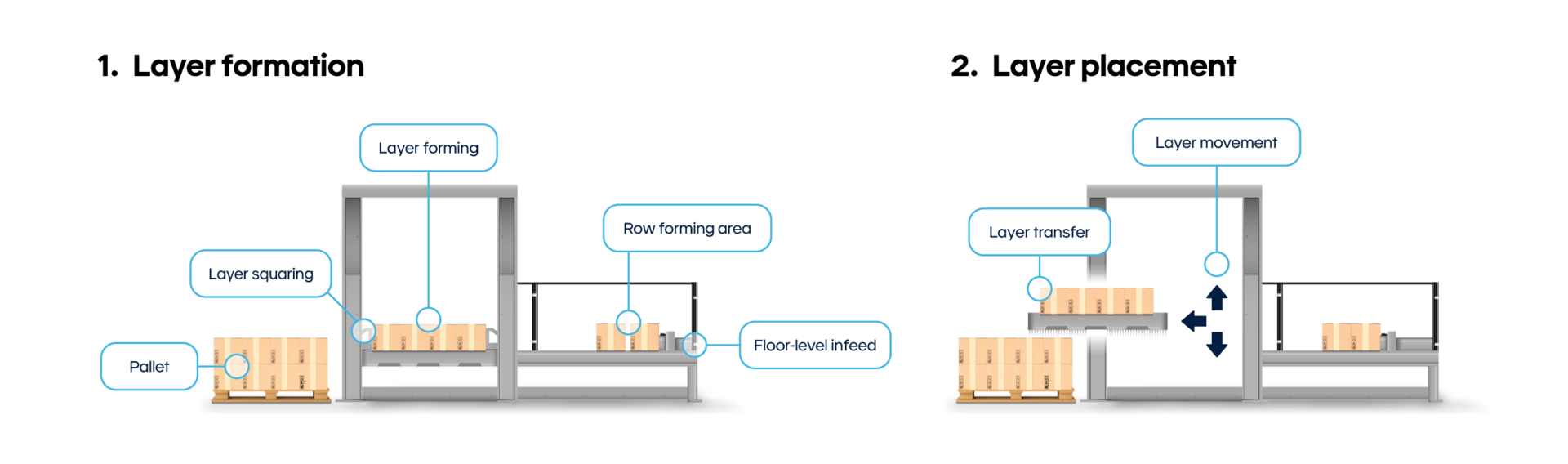
Low-level conventional palletizers
A low-level palletizer receives products at floor-level infeed. It aligns and rotates each item to create a row according to the required pallet pattern. Complete rows are then brought together until a full layer is formed on the layer-forming table.
Once the layer is complete, it is moved both horizontally and vertically into position above the pallet, then deposited smoothly. After the pallet is full, it is discharged and replaced with an empty one so the cycle can begin again.
This style of palletizer is often well suited to plants where floor-level product handling is preferred or where line layouts favor accessible equipment configurations.
How a low-level palletizer works:
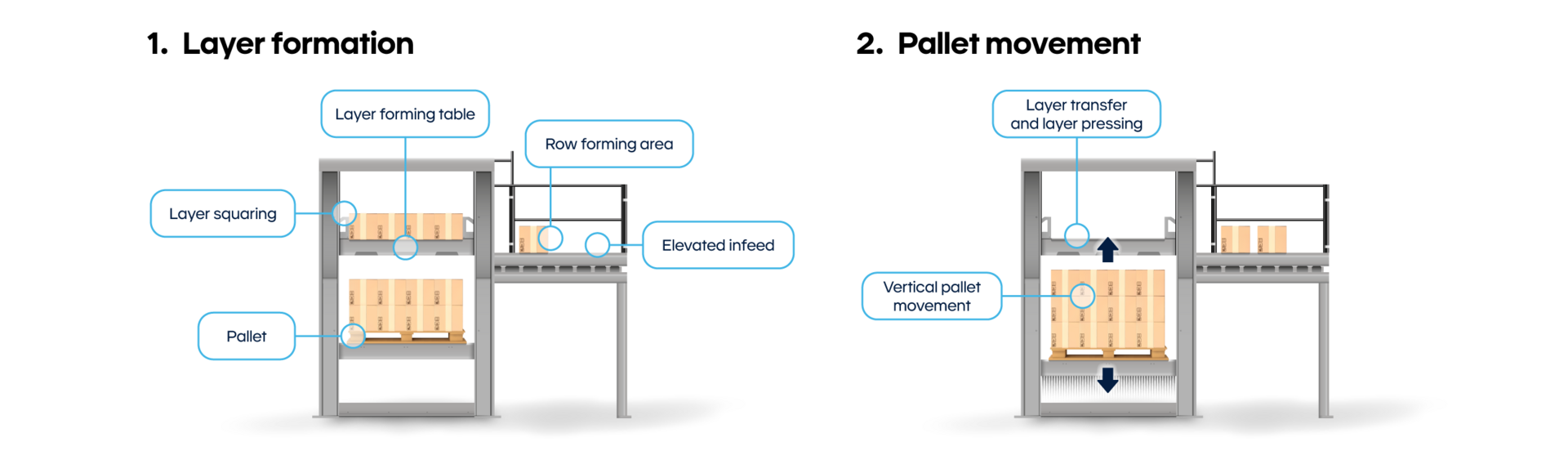
High-level conventional palletizers
A high-level palletizer also works with products delivered by conveyor, but the infeed conveyor generally has an elevation of 84” or higher. Instead of bringing the product down to the pallet, the pallet is raised or lowered to meet the formed layer.
This design enables higher palletizing speeds and is particularly effective for compressible products such as bags. Because layers can be compressed and squared before being placed, high-level palletizers are able to build very neat, stable, and tightly arranged pallet loads.
For operations with high output requirements, this can be a major advantage.
How a high-level palletizer works:
Why choose a conventional palletizer?
Those differences aside, here are the main features and benefits of conventional palletizers:
1. Speed
In general, conventional palletizers offer the speed advantage.
They excel in high-volume, efficient production environments, especially where the product flow is stable and the pallet pattern is well defined. Conventional palletizers were designed for repetitive, high-throughput applications, which is why they are often the preferred solution when maximizing output is the top priority.
Depending on the model and application, they can typically handle 10 to 40 bags per minute, and in certain applications involving smaller rigid units, throughput can be even higher.
If the primary objective is to palletize a large number of similar products as efficiently as possible, a conventional palletizer often has the edge.
2. Maintenance
Another advantage of conventional palletizers is their familiarity. These systems are generally designed to be user-friendly and easy to maintain.
Because they are made up of traditional mechanical and pneumatic components, maintenance is often simpler for team members with basic mechanical knowledge. Troubleshooting tends to be more straightforward, and many plants already have maintenance teams with the skills required to support this type of equipment.
While conventional palletizers do include more moving parts than robotic systems, they remain highly dependable when properly maintained. In many applications, they can achieve uptime levels approaching 99% and deliver reliable performance over many years of service.
3. Versatility
Conventional palletizers are especially well suited to long production runs of the same product, which is one of the reasons they remain so effective in high-volume manufacturing environments.
That said, today’s conventional palletizing solutions can also handle different SKUs. A conventional palletizer’s HMI allows for quick and easy automatic product changeovers through predetermined settings stored in recipes. These parameters define the pallet pattern and machine behavior required for each product, helping ensure accurate and consistent palletizing when alternating between formats.
While conventional palletizers are generally not as flexible as robotic systems in highly dynamic or multi-product environments, they can still offer a practical and efficient level of adaptability for many applications.
They are also particularly effective at building pallet loads that are tightly aligned, compact, and square. This is made possible by dedicated layer squaring and layer pressing modules built into the platform, which help create uniform, stable, and highly consistent loads. This is a major advantage of the platform and cannot be achieved in robotic palletizing cells.
4. Safety
Safety standards in manufacturing have evolved considerably, and conventional palletizers have evolved with them. Modern systems now include advanced safeguarding features such as fencing, interlocked access doors, light curtains, handrails, and air dump valves to help protect team members during operation and maintenance.
Additional features such as trapped key interlocking, safety brakes, and controlled user access through the HMI further reduce risk by helping prevent unexpected machine movement and limiting access to critical functions. While conventional palletizers involve significant mechanical motion, today’s designs are built to support much safer operation than in the past.
5. Footprint
Conventional palletizers can require significant floor space and, in some cases, substantial height clearance, especially in high-level configurations. Compared with robotic systems, they generally require a larger footprint. However, compact and custom-engineered configurations are also available, which means a conventional solution can still be adapted to many plant layouts when space planning is done properly.
6. Price
As with robotic palletizers, the price of a conventional system depends on much more than the machine itself. Final cost is influenced by throughput targets, product characteristics, system architecture, and the level of automation required.
Additional features such as pallet magazines, slip sheet dispensers, conveyors, and bag preparation equipment can all affect the overall investment.
In many cases, the cost of a conventional palletizer is comparable to a robotic palletizer. The key is to evaluate the total value it provides for the specific application.

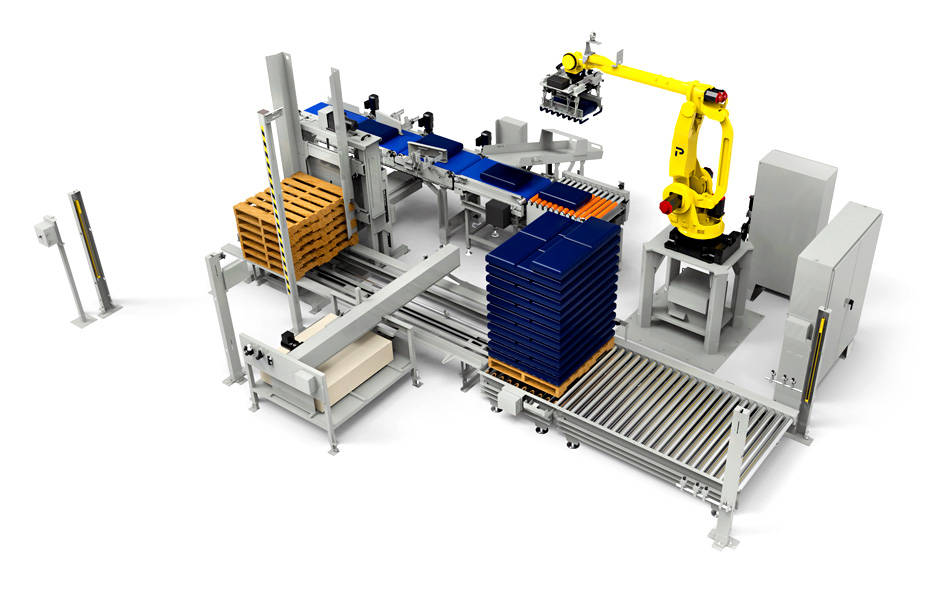
Robotic palletizers
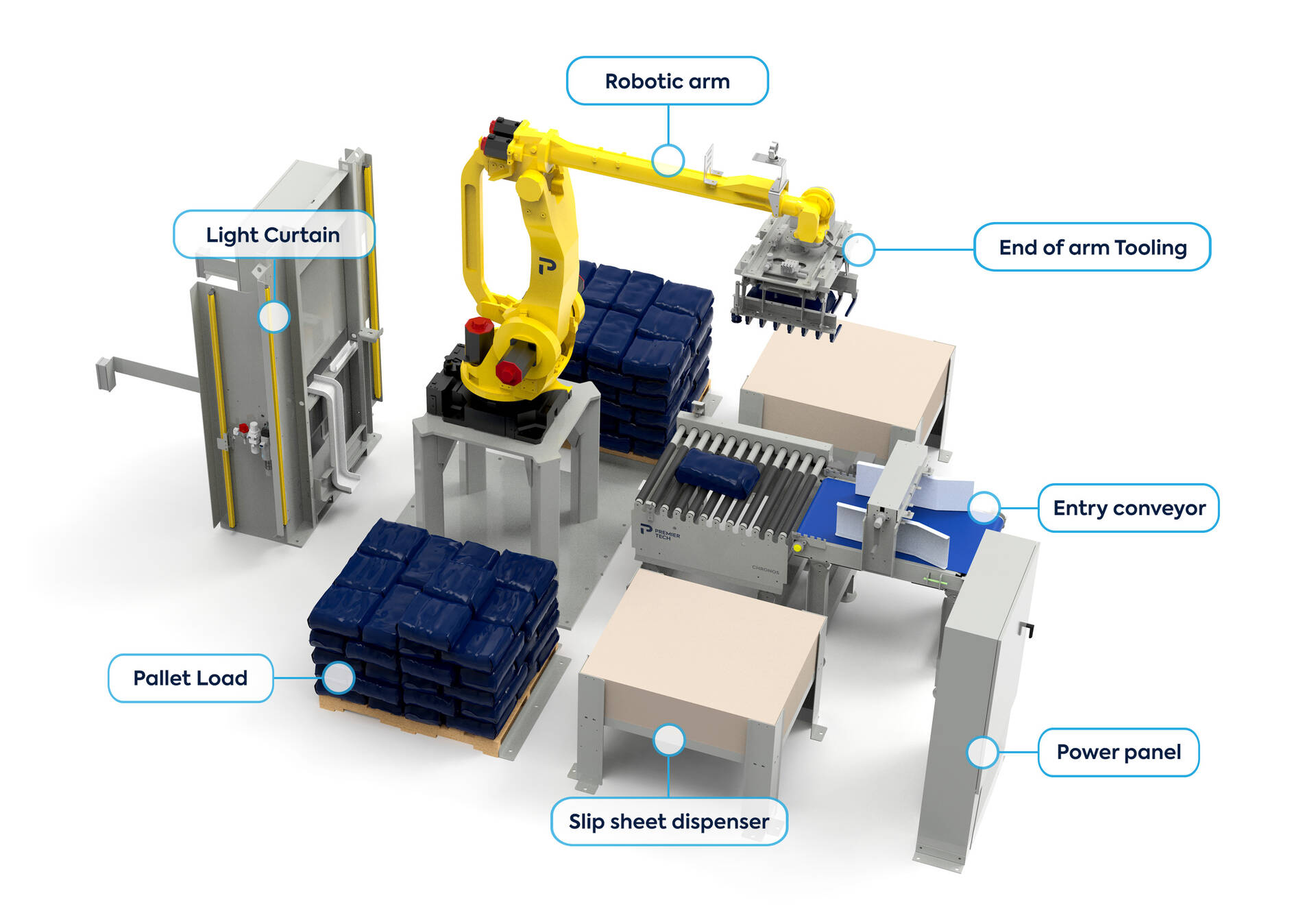
Robotic palletizers use an industrial robot to pick products from a conveyor or layer table and place them on a pallet according to a programmed pattern. Their key feature is a robot capable of autonomously performing tasks assigned by a programmable logic controller.
One of the most important elements of the system is the end-of-arm tool, also called the gripper, which is customized to suit the product or products being handled. Depending on the palletizing pattern, the robot can pick one or multiple units at a time to build layers efficiently and accurately.
Fully automatic models can also be equipped with peripheral components such as a slip sheet dispenser, a pallet dispenser, and an exit pallet conveyor to further improve speed and usability.
These systems are often selected for their flexibility, precision, and ability to adapt to changing production needs.
The history behind robotic palletizers
Robotic palletizers were introduced in the early 1980s, as industrial robotics became more practical, reliable, and accessible in manufacturing environments.
Their arrival marked an important evolution in palletizing. Conventional systems had already established themselves in high-speed, repetitive applications, but robotic palletizers responded to a different set of needs: greater flexibility, easier adaptation to changing product mixes, and better support for operations handling multiple SKUs or frequent changeovers.
As manufacturing environments became more dynamic, robotic palletizers gained traction as a smarter and more adaptable end-of-line solution.
Why choose a robotic palletizer?
1. Speed
Robotic palletizers can achieve strong throughput, and in some applications, they can be highly productive. However, in general, they are not selected primarily for having the highest possible speed. They are most often chosen for the balance they offer between automation performance and flexibility.
Depending on the product, robot size, gripper design, and cycle strategy, a robotic palletizer can handle up to 40 bags per minute and can also be optimized for many other product types.
When maximum throughput alone is the priority, conventional palletizers usually have the advantage. But when flexibility matters just as much as speed, robotics become very compelling.
2. Maintenance
With fewer moving parts, robotic palletizers tend to experience less frequent downtime and are often recognized for their superior reliability. In many applications, MTBF (Mean Time Between Failure) can reach up to 80,000 hours, while MTTR (Mean Time To Repair) is typically very short.
That said, this advantage comes with an important consideration: robotic systems generally require more specialized labor. While they may need less mechanical intervention overall, programming, diagnostics, and service often call for team members or partners with more specific technical expertise.
A reliable palletizer supplier and having the appropriate spare parts in inventory can also significantly improve uptime. For plants that have access to the right expertise and support, robotic palletizers can deliver excellent long-term reliability and very strong uptime.
3. Versatility
Versatility is one of the biggest reasons manufacturers choose robotic palletizers.
A wide variety of grippers can be used, and these tools are among the most important elements of the system. Specialized end-of-arm tooling can be adapted to almost every need, whether the application calls for vacuum gripping, clamping, forks, fingers, magnetic tooling, or a custom combination.
This flexibility allows a robotic palletizer to handle multiple product types and packaging formats with much greater ease than a conventional palletizer. Robotic systems are also well suited to applications that require more precise product placement, such as overlapping bags or controlling product orientation on the pallet.
If needed, products can be palletized so that labels always face outward, making scanning, identification, and logistics handling easier. For operations with multiple infeeds of different SKUs, vision systems can provide the robot with information about incoming products so it can identify, pick, and place them onto different pallets as required.
Many robotic systems also include an intuitive HMI with 3D visualization, making operation easier and allowing pallet patterns to be created or adjusted efficiently. If your operation includes several products, regular changeovers, or future expansion plans, that versatility can be a major strategic advantage.
4. Safety
Robotic palletizers rely on a combination of physical guarding, presence detection, and smart safety controls. High safety fences with interlocked doors, light curtains, and area scanners help prevent personnel from entering the robot’s high-speed working zone.
A safe robotic cell also depends on proper risk assessment, lockout/tagout procedures, collision avoidance logic, and accessible emergency stop devices. In many cases, safety management software adds another layer of protection by helping reduce the risk of equipment damage and supporting safer system behavior overall.
5. Footprint
Robotic palletizers generally have a smaller footprint than comparable conventional palletizers. Their modular design also makes them easier to integrate into a wide range of line configurations.
This can be a major advantage in existing plants where available space is limited or where the layout presents integration constraints.
6. Price
The price of a robotic palletizer depends on the robot, gripper complexity, throughput requirements, and the level of automation surrounding the cell.
Options such as empty pallet handling, slip sheet dispensing, conveyors, and advanced controls can significantly influence total cost. Custom solutions are also available and tend to be more expensive, especially when the application involves unique products, complex line integration, or advanced functionality.
As with conventional systems, the better question is not simply how much the machine costs, but how much value it can create in the context of the entire operation.